
पॉली कार्बोनेट पूल कव्हर वेल्डिंग मशीन
लँडी आणि इतरांमधील सीलिंग तंत्रज्ञान कॉन्ट्रास्ट
| ब्रँड | लेंडी | इतर | इतर |
| प्रक्रिया | उच्च तापमान गरम वितळण्याची प्रक्रिया | उच्च वारंवारता वेल्डिंग प्रक्रिया | गोंद सीलिंग प्रक्रिया |
| प्रक्रियेची वेळ | उच्च तापमान गरम-वितळण्याची प्रक्रिया, लहान थंड वेळ, फक्त 10 सेकंद | उच्च वारंवारता वेल्डिंग प्रक्रिया, लहान थंड वेळ, फक्त 10 सेकंद | गोंद इंजेक्ट करून निश्चित केले आहे, उपचार वेळ लांब आहे, 10 तासांपेक्षा जास्त वेळ घ्या |
| सौंदर्यशास्त्र | वेल्डिंग बिंदूवर फक्त एक ओळ, व्यवस्थित आणि सुंदर | नीटनेटके आणि सुंदर | इंजेक्शन केलेल्या गोंदाचे प्रमाण नियंत्रित करणे कठीण आहे आणि त्याचा सौंदर्यावर थोडासा प्रभाव पडतो |
| सीलिंग प्रभाव | मजबूत वेल्डिंग, सैलपणा नाही, पाणी प्रवेश नाही | सहज सैलपणा आणि पाणी प्रवेश | फुगणे सोपे आहे आणि स्लॅट्स क्रॅक होऊ शकतात आणि पाणी सहजपणे आत जाऊ शकते |
| बॅक्टेरियाच्या वाढीस प्रतिबंध करणारा पदार्थ | मजबूत सीलिंग, आत ओलावा नाही, चांगला बॅक्टेरियाच्या वाढीस प्रतिबंध करणारा पदार्थ गुणधर्म | पाण्यात प्रवेश करणे आणि सूक्ष्मजीवांचे प्रजनन करणे सोपे आहे | पाण्यात प्रवेश करणे आणि सूक्ष्मजीवांचे प्रजनन करणे सोपे आहेt सूक्ष्मजीवांमुळे गोंद बुरशीसारखा असतो |
| वृद्धत्वाची घटना | अँटी-एजिंग एजंट, मजबूत विरोधी जोडा-वृद्धत्व | पाणी प्रवेश करणे सोपे आणि प्रवेगक वृद्धत्व | गोंद वय आणि पिवळा सोपे आहे, देखावा आणि सीलिंग प्रभाव प्रभावित करते |
| चित्र |
|
|
|
| सर्वसमावेशक मूल्यमापन | ★★★★★ | ★★★ | ★★ |


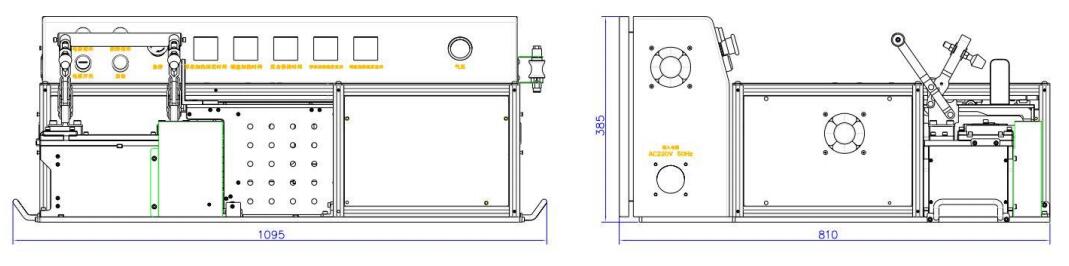
उष्णता सीलिंग मशीनवरील तपशील



स्लॅटसाठी आकार(मिमी)
1. स्लॅट कटिंग टॉलरन्स (लांबीसाठी):L1 मिमी
2. स्लॅट कटिंग प्रोफाइल सपाट असणे आवश्यक आहे, तसे नसल्यास, खालील चित्रांप्रमाणे, ते वेल्डिंगच्या प्रभावावर परिणाम करेल, ज्यामुळे स्लॅट आणि शेवटच्या दरम्यानचा वेल्डिंगचा भाग पुरेसा घट्ट होणार नाही आणि पाणी गळती करणे सोपे होईल.
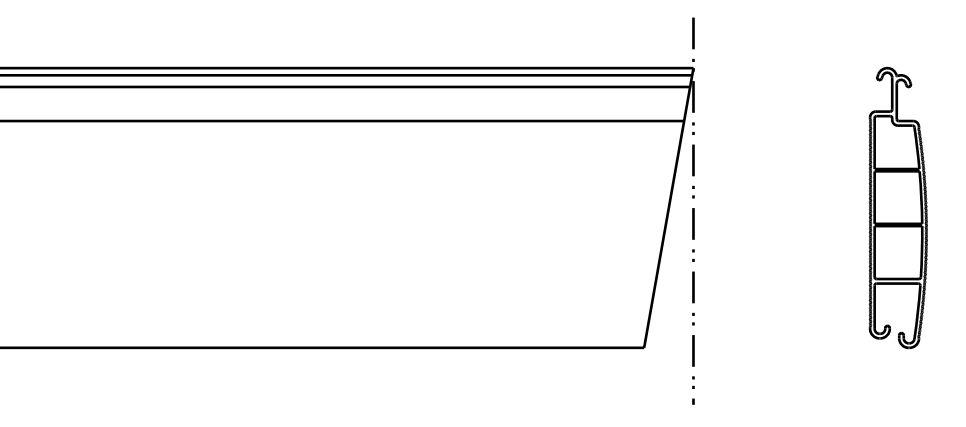
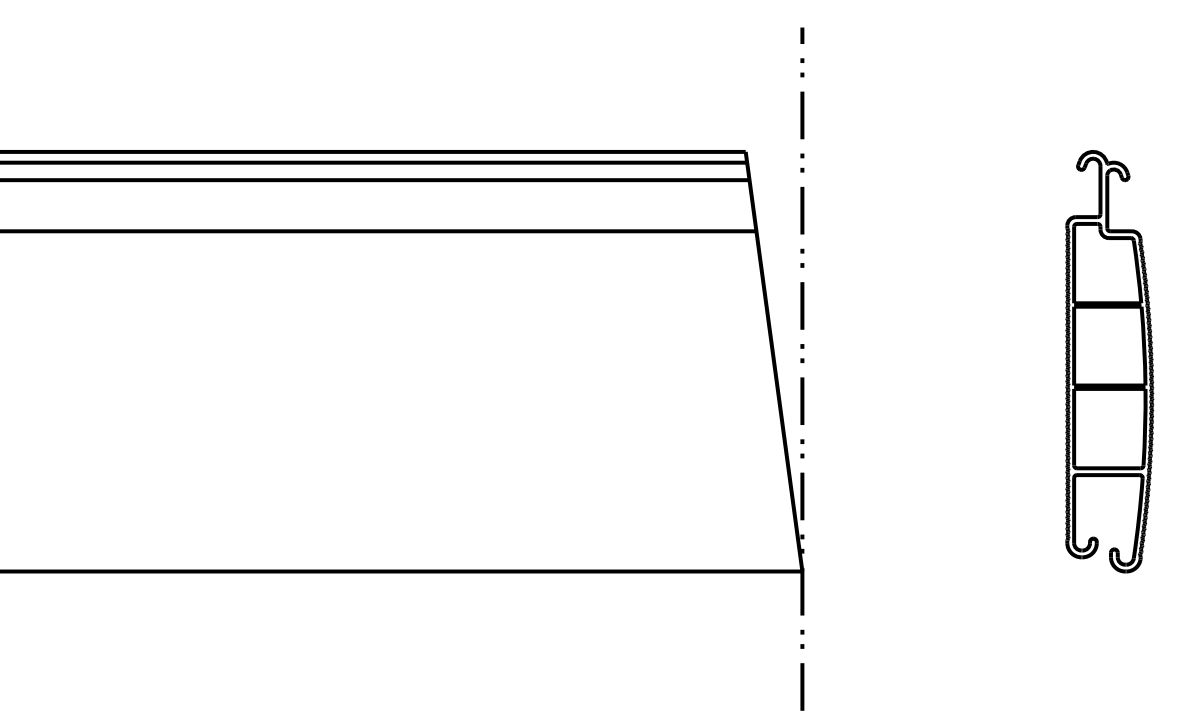


3. कापल्यानंतर, स्लॅटमध्ये आणि बाहेरील तुकडा साफ करणे आवश्यक आहे
स्लॅट आणि शेवटसाठी वेल्डिंग
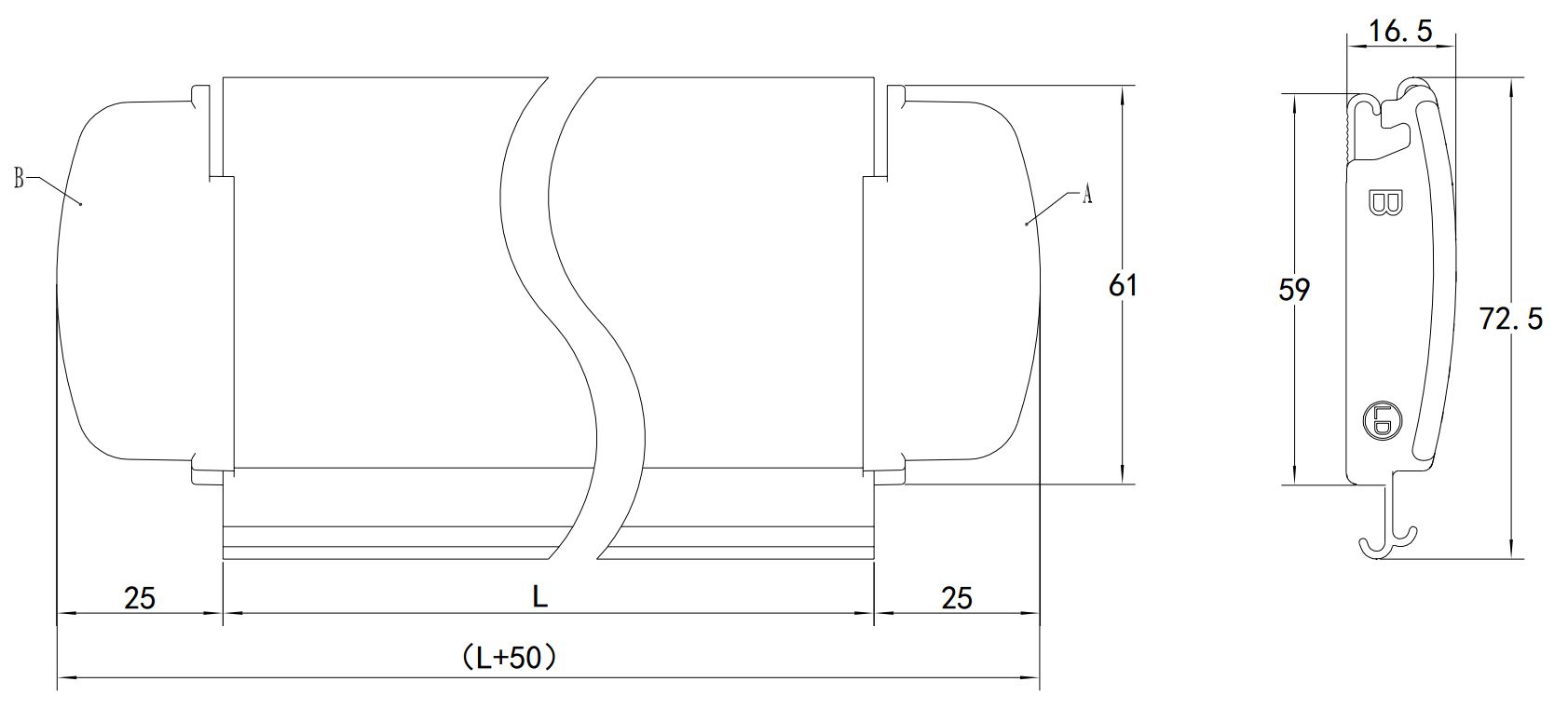
1. वेल्डिंग पूर्ण करण्यासाठी आकार (मिमी)
2. स्लॅट आणि शेवटच्या दरम्यान वेल्डिंग असेंबलीची वेल्डिंग ताकद चाचणी, पाणी घट्टपणा चाचणी
शोध वारंवारता: प्रथम तुकडा तपासणी, उत्पादनादरम्यान नियमित नमुना तपासणी
शोधण्याचा मार्ग:
① वेल्डिंगची ताकद: शेवट सैल आहे की नाही हे पाहण्यासाठी वेल्डिंगचा भाग जोमाने तोडून टाका;
② पाणी घट्टपणा चाचणी: वेल्डिंगचा भाग पाण्यात टाका आणि काही काळ भिजवा.स्लॅटमध्ये पाणी आहे की नाही हे दृश्यमानपणे तपासा.
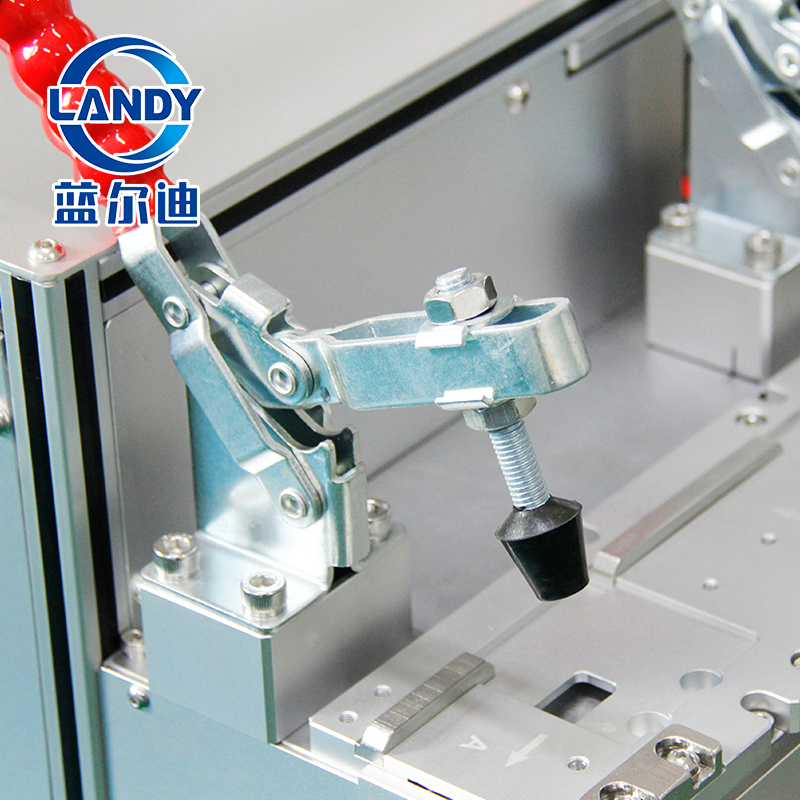
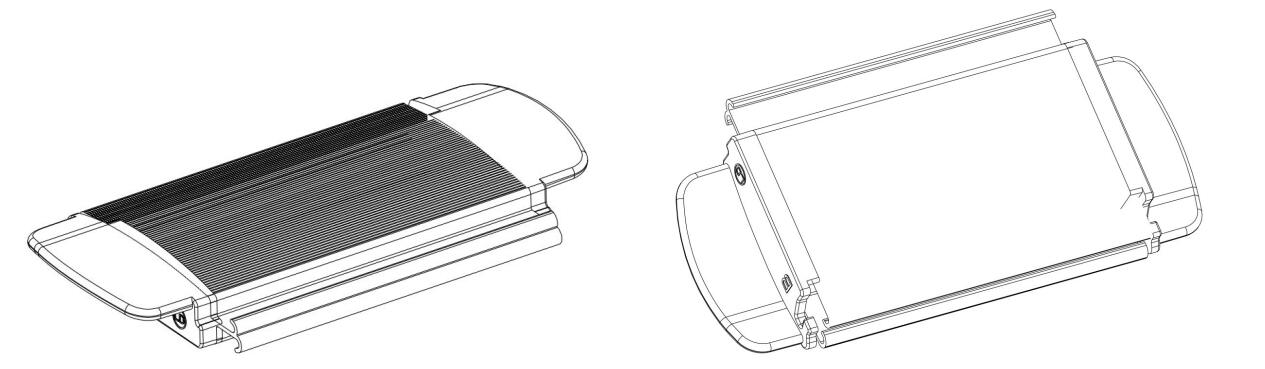
3. चित्रे दाखवल्याप्रमाणे वेल्डिंग असेंब्ली
-

कोणत्याही शुद्ध निळ्या रंगासह 1.5mm PVC लाइनर
-

स्वयंचलित आयव्हरी आयसोलेशन पॉली कार्बोनेट पूल कंपनी...
-
कठोर पीसी स्लॅट मागे घेण्यायोग्य स्वयंचलित पूल कव्हर ...
-

DIY वर ग्राउंड स्विमिंग पूल पीव्हीसी लाइनर
-

पीव्हीसी विनाइल 1.2 मिमी 1.5 मिमी ब्लू स्विमिंग प्लास्टिक पू...
-

स्वयंचलित पॉली कार्बोनेट पूल कव्हर विशेषतः डी...





